
服务热线:400-100-4168 | 中文 EN

OEE数据在设备改善上的解读
- 分类:行业资讯
- 作者:
- 来源:
- 发布时间:2022-02-10 16:01
- 访问量:
【概要描述】随着工业自动化的发展,对设备的需求越来越向全智能方向发展,要求对设备的运行状态进行监控,体现在OEE的数据商,以及根据设备的OEE数据进行设备性能改善。

OEE数据在设备改善上的解读
【概要描述】随着工业自动化的发展,对设备的需求越来越向全智能方向发展,要求对设备的运行状态进行监控,体现在OEE的数据商,以及根据设备的OEE数据进行设备性能改善。
- 分类:行业资讯
- 作者:
- 来源:
- 发布时间:2022-02-10 16:01
- 访问量:
摘 要:随着工业自动化的发展,对设备的需求越来越向全智能方向发展,要求对设备的运行状态进行监控,体现在OEE的数据商,以及根据设备的OEE数据进行设备性能改善。
关键词:OEE数据;设备运行状态;设备性能改善
论述:OEE
设备综合效率是Overall Equipment Effectiveness,简称OEE。一般,每一个生产设备都有自己的理论产能,要实现这一理论产能必须保证没有任何干扰和质量损耗。OEE就是用来表现实际的生产能力相对于理论产能的比率,它是一个独立的测量工具。
OEE是由可用率(Availability)、表现性(Performance)以及质量指数(Quality)三个关键要素组成:
OEE=可用率(A)×表现指数(P)×质量指数(Q)
其中:可用率(A)=实际运行时间/计划运行时间
它是用来评价设备停机所带来的损失,包括引起计划生产发生停机的任何事件,例如设备故障,原材料短缺以及生产方法的改变等。
表现指数(P)=理想周期时间/实际周期时间=理想周期时间/(实际运行时间/总产量)=(总产量/实际运行时间)/生产速率
表现性是用来评价设备运行速度上的损失。包括任何导致生产不能以最大速度运行的因素,例如设备的磨损,材料的不合格以及操作人员的失误等。
质量指数(Q)=良品/总产量
质量指数是用来评价质量的损失,它用来反映没有满足质量要求的产品(包括返工的产品)。
OEE的另一种计算公式
OEE=时间开动率×性能开动率×合格品率
其中,时间开动率 = 开动时间/负荷时间
而,负荷时间 = 日历工作时间-计划停机时间
开动时间 = 负荷时间 - 故障停机时间 - 设备调整初始化时间(包括更换产品规格、更换工裝模具、更换刀具等活动所用时间)
性能开动率 = 净开动率×速度开动率
而,净开动率 = 加工数量×实际加工周期/开动时间
速度开动率 = 理论加工周期/实际加工周期
合格品率 = 合格品数量/ 加工数量
设备运行状态:
设备在通电通气后设备所在的状态,主要有设备正常停止状态、设备正常运行状态、设备异常停止状态、设备缺料运行状态。
设备正常停止状态是设备在通电通气后,设备未启动没有异常的状态。当设备在自动运行状态下,按下停止按钮,设备也是正常停止状态。
设备正常运行状态是设备在通电通气后,设备在没有异常情况下按下启动按钮,设备自动运行。
设备异常停止状态是设备在通电通气后,设备发生故障后设备处停止状态。通常有两大类异常停止:
第一类;设备机构故障导致的异常停止。
第二类;因为产品物料的不良导致设备机构的运动异常。
设备缺料运行状态是设备在通电通气后,设备在自动运行状态时,出现产品物料不到位,产生的设备缺料少料导致设备等待的状态,设备自动运行未有异常但缺产品零件物料。
设备性能改善:设备性能改善是不断地利用先进的工艺方法和技术,改正设备的某些缺陷和先天不足,提高设备的先进性、可靠性及维修性,提高设备的利用率。设备性能改善是在设备修理过程中同时对设备进行改装、改造,以改善和提高设备的性能、精度及生产效率的一种设备维修方式。
技术优势:
将OEE数据合理地引进设备生产管理设备性能改善中 对企业的长远发展有着诸多益处,具体体现在以下 几点:
第一,大幅度提升设备运行的利用效率, 在原有生产规模上进行适当地扩展,在保证生产质量的同时提高设备的利用效率,有利于设备的投资回报;
第二,快速适应产品不同供应商的尺寸变化。为了可以更好地顺应时代的发展,并且根据产品的性能有针对性地对机械的生产流程进行合理地调整,进而实现快速换模,减少换模时间,提高生产效率;
第三,迅速排除故障,当设备在生产作业过程中发生故障时,该技术会自动对故障进行精确地识别,并且将故障的相关数据信息在第一时间内输至工作人员用以控制机械生产作业的人机界面,向工作人员发出警报,提醒工作人员及时有效的处理故障,提高设备使用效率。
具体运用:
用我们现有设备进行一个举例分析:
齿条插入机设备---由OEE数据进行设备的改善
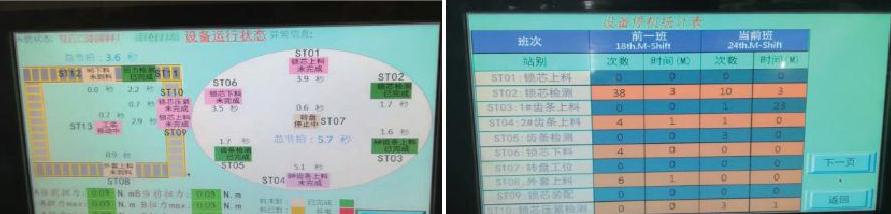
设备运行状态 设备OEE数据中设备故障发生点的频次及时间
从上面图中可以得出,目前设备的生产不良率偏高。在设备工位2发生的频次很高时间比较短,频繁故障对产出是不利的。在设备工位3的耗费时间多频次少,对设备产出是不利的。
那需要怎么解决这类问题使得我们的OEE数据再上一个新的台阶。首先是要把生产的良品率93.3%偏低进行分析,
良品率=(良品数/生产总数 )*100%
由上面公式可以得出,良品率是来源于良品数与生产总数的关系。如果生产总数一定的情况(因为每天生产时间是一定的),对于提高良品数成了关键因素。故对不良品进行分析得出,不良品由齿条装配不良和扭力不良。齿条装配成为了不良品来源的主要通道。故即分析齿条装配不良的原因,齿条装配不良是齿条没有啮合到正确的位置,导致齿条啮合不到正确位置是由挂齿条的弹子不在正确的位置。故需要调整弹子正确位置,就需要调整弹子顶出的模具,故进行顶出模具位置调整即可完成弹子位置调整,进而减少齿条啮合不良,从而降低不良品数,降低设备的不良品率,提高设备的成品率,OEE数据中的其中一个质量因素可提高。
再对设备故障频次高处理时间长的工位进行改善。工位2的故障频次高,观察现象得出是因为锁芯组合件压不到位导致的报警停机。分析这种现象得出,一种是锁芯工装的限位导向表面光洁度不够,产品定位时卡涩,另一种情况是锁芯组合件本身存在一定的产品组装不良,导致放不到锁芯工装里面。要解决这两个方向的问题,一个方向是对锁芯工装进行表面光洁度处理。另一个方向是把组合不良的情况排除在上料之前。
经过排查也把工位3的长时间故障给处理了。导致工位3的长时间故障的原因是齿条在分料接料的位置有卡料。操作人员进行处理问题的时候没有有效处理,后经技术人员排查解除故障。措施是对操作人员进行二次培训,再经过一段时间的数据跟踪,这个故障已经闭环。
小结: OEE数据对设备改善是非常重要的。OEE数据可以有效的反映出设备的运行状态,从而解析出设备运行状态,针对设备运行的不稳定状态进行识别,及对设备进行分析,找出存在的问题,从而进行设备改善,使设备达到更稳定的运行状态,实现设备的利益最大化。
参考文献:
[1].浅谈设备综合效率OEE的实现与应用[J].智慧工厂,2019(08):34-35.
(品谱(厦门)工业有限公司,福建 厦门 361026)
来源:装备维修技术 2020年21期 作者张志华
扫二维码用手机看


© 1999-2020 广东中设智控科技股份有限公司